




服务热线
13889943666







 全国服务热线
全国服务热线
1、试验前的准备工作
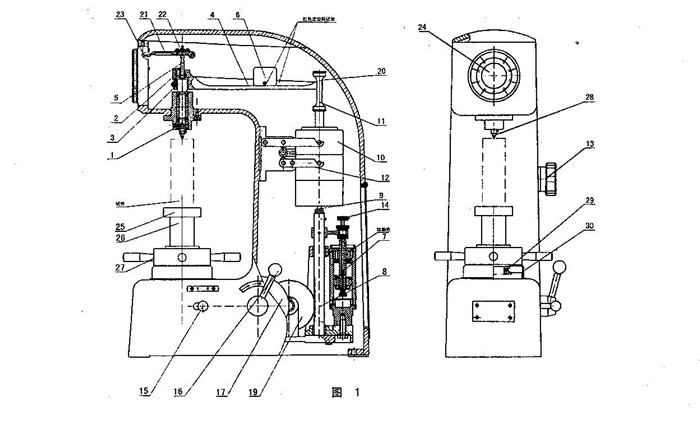
(1)、调整主试验力的施加速度:手柄(16)置于卸荷位置,手把(13)转到1471N的位置,将35-55HRC的标准硬度块放在工作台上,旋转手轮(27)使硬度块顶起主轴,加上初试验力,拉动手柄(15)加主试验力,观察指示表大指针,从开始转动到停止的时间应在1-8秒范围内,如不符合,转动油针(14)进行调整,反复进行,至到合适为止。
(2)、试验力的选择:根据需要(参考——使用范围)选择试验力。转动手把(13)使所选用的试验力数值对准红点,但必须注意,变换试验力时,手柄(16)必须置于卸荷状态(即后极限位置)。
(3)、安装压头:根据(使用范围)选择适当压头。安装压头时,应注意消除压头与主轴(1)端面的间隙。消除方法是:装上压头并用螺钉(28)轻轻固定,然后将标准块或试件放置于工作台上,旋转手轮(27)加上初试验力,拉动手柄(15)使主试验力加于压头上,再将螺钉(28)拧紧,即可消除压头与主轴端面间的间隙。
(4)、试件的制备与选择
试样应具有一定的大小和厚度,应能保证相邻压痕中心间及压痕中心至试件边缘的距离大于3毫米,试件最小厚度不应小于压痕深度的八倍。试验后,试样的支撑面上不得有明显的变形痕迹,其最小厚度取决于材质及所采用的负荷,可参考以下试样最小厚度表。
1.试样参数最小厚度表
| 标尺 |
硬度值 HR |
最小厚度 (mm) |
标尺 |
硬度值 HR |
最小厚度 (mm) |
| A | 70 | 0.7 | B | 80 | 1.0 |
| 80 | 0.5 | 90 | 0.8 | ||
| 90 | 0.4 | 100 | 0.7 | ||
| B | 25 | 2.0 | C | 20 | 1.5 |
| 30 | 1.9 | 30 | 1.3 | ||
| 40 | 1.7 | 40 | 1.2 | ||
| 50 | 1.5 | 50 | 1.0 | ||
| 60 | 1.3 | 60 | 0.8 | ||
| 70 | 1.2 | 67 | 0.7 |
试样一般为平面,如果对曲面试样进行试验,而其曲率半径不大时,则试验结果应进行示值修正。对凸面试样,应当加上修正量,对凹面试样应当减去修正量,圆柱试样的修正量可参考下表。
圆柱试样C、A、D标尺的修正量
 |
圆柱形试样直径(毫米) | ||||||||
| 6.4 | 10 | 13 | 16 | 19 | 22 | 25 | 32 | 38 | |
| 20 | 6.0 | 4.5 | 3.5 | 2.5 | 2.0 | 1.5 | 1.5 | 1.0 | 1.0 |
| 25 | 5.5 | 4.0 | 3.0 | 2.5 | 2.0 | 1.5 | 1.0 | 1.0 | 1.0 |
| 30 | 5.0 | 3.5 | 2.5 | 2.0 | 1.5 | 1.5 | 1.0 | 1.0 | 1.0 |
| 35 | 4.0 | 3.0 | 2.0 | 1.5 | 1.5 | 1.0 | 1.0 | 0.5 | 0.5 |
| 40 | 3.5 | 2.5 | 2.0 | 1.0 | 1.0 | 1.0 | 1.0 | 0.5 | 0.5 |
| 45 | 3.0 | 2.0 | 1.5 | 1.0 | 1.0 | 1.0 | 0.5 | 0.5 | 0.5 |
| 50 | 2.5 | 2.0 | 1.5 | 1.0 | 1.0 | 0.5 | 0.5 | 0.5 | 0.5 |
| 55 | 2.0 | 1.5 | 1.0 | 1.0 | 0.5 | 0.5 | 0.5 | 0.5 | |
| 60 | 1.5 | 1.0 | 1.0 | 0.5 | 0.5 | 0.5 | 0.5 | ||
| 65 | 1.5 | 1.0 | 1.0 | 0.5 | 0.5 | 0.5 | 0.5 | ||
| 70 | 1.0 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | ||
| 75 | 1.0 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | |||
| 80 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | ||||
| 85 | 0.5 | 0.5 | 0.5 | ||||||
| 90 | 0.5 | ||||||||
圆柱试样B、F、G标尺的修正量
|
|
圆柱形试样直径(毫米) | ||||||
| 6.4 | 10 | 13 | 16 | 19 | 22 | 25 | |
| 12.5 | 8.5 | 6.5 | 5.5 | 4.5 | 3.5 | 3.0 | |
| 10 | 12.0 | 8.0 | 6.0 | 5.0 | 4.0 | 3.5 | 3.0 |
| 20 | 11.0 | 7.5 | 5.5 | 4.5 | 4.0 | 3.5 | 3.0 |
| 30 | 10.0 | 6.5 | 5.0 | 4.5 | 3.5 | 3.0 | 2.5 |
| 40 | 9.0 | 6.0 | 4.5 | 4.0 | 3.0 | 2.5 | 2.5 |
| 50 | 8.0 | 5.5 | 4.0 | 3.5 | 3.0 | 2.5 | 2.0 |
| 60 | 7.0 | 5.0 | 3.5 | 3.0 | 2.5 | 2.0 | 2.0 |
| 70 | 6.0 | 4.0 | 3.0 | 2.5 | 2.0 | 2.0 | 1.5 |
| 80 | 5.0 | 3.5 | 2.5 | 2.0 | 1.5 | 1.5 | 1.5 |
| 90 | 4.0 | 3.0 | 2.0 | 1.5 | 1.5 | 1.5 | 1.0 |
| 100 | 3.5 | 2.5 | 1.5 | 1.5 | 1.0 | 1.0 | 0.5 |
 试样表面必须经过精磨或抛光,表面粗糙度应不低于1.6.加工时不影响材料的硬度,即不应有加工硬化或出现回火现象,支撑面的表面粗糙度不低于3.2.试样工作面,支撑面及工作台面,均应清洁无油污。试样应平稳地放置在工作台上,在试验过程中不应发生移动现象。
试样表面必须经过精磨或抛光,表面粗糙度应不低于1.6.加工时不影响材料的硬度,即不应有加工硬化或出现回火现象,支撑面的表面粗糙度不低于3.2.试样工作面,支撑面及工作台面,均应清洁无油污。试样应平稳地放置在工作台上,在试验过程中不应发生移动现象。
试样的安装,必须保证所施加的试验力垂直于试验面。对于弯曲形状及其他不规则形状的试样,必须采用相应类型的专用工作台,并选择正确的试验位置。例如对圆柱试样,必须采用“V”型工作台。
2、试验程序
1 将丝杠(26)顶面及被选用工作台上下端面擦干净,将工作台置于丝杠(26)上端面上。
2 将试件支撑面擦干净,放置于工作台上,旋转手轮(27)使工作台缓缓上升,并顶起压头,到指示器的小指针指着红点,大指针旋转三圈垂直向上为止(允许相差±5个刻度,若超过5个刻度,此点作废,重新试验)。注意:工作台上升时,绝对不允许有后退现象。
3 旋转指示器(24)外壳,使C、B之间长刻线与大指针对正(顺时针或逆时针旋转均可)。
4 拉动加荷手柄(15),施加主试验力,这时指示器的大指针按逆时针方向转动。
5 当指示器指针的转动显著停下来后,保持2-6秒钟时间后,即可将卸荷手柄(16)以2-3秒钟的时间推回,卸除主试验力。注意:主试验力的施加与卸除,均需在缓慢无冲击状态下进行。
6 立即从指示器上相应的标尺读数,采用金刚石压头试验时,按表盘外圈的黑体读数,采用球压头试验时,按表盘内圈的红体数读取。
7 转动手轮使试件下降,再移动试件,按以上(2)—(6)过程进行新的试验。注意a:试件一定要紧贴工作台面移动;b:必须保证相邻压痕中心之间及中心至边缘的距离大于3毫米;c:通常情况下第一点试验只是用来抵消各支撑面间隙,试验结果不计,应当从第二点统计试验结果。
8 丝杠保护套(30)是为了保护丝杠(26)不受灰尘侵袭而设制的。硬度计不使用时或试件高度小于100毫米时,将其套在丝杠外面。当试件高度大于100毫米时,必须将其拿掉,以免将工作台顶起,使试验无效。
以上就是关于手动洛氏硬度计的操作方法及使用时候需要注意的事项,如有不懂的地方可以致电佛山精测仪器技术人员,电话:13889943666,免费为您提供技术服务!
 精测公众号
精测公众号
精测公众号
精测公众号






